打印文件的制作
开机 1 接入电源、按下电源开关。2 观察前面板指示灯闪烁、对应蜂鸣器鸣叫提示已经正确启动mostfunPro。3 等待机器正面左下角的显示屏如下操作界面。  装载材料 1、操作拨轮开关,选择 “换料&调平”——“换料&测试”;
装载材料 1、操作拨轮开关,选择 “换料&调平”——“换料&测试”; 2、此时挤出机会自动从初始位置移动到平台中央,并开始加热挤出机1—2分钟左右( 如图),等待喷头温度达到200℃后( 按钮变成红底白字状态),点击“继续”
2、此时挤出机会自动从初始位置移动到平台中央,并开始加热挤出机1—2分钟左右( 如图),等待喷头温度达到200℃后( 按钮变成红底白字状态),点击“继续”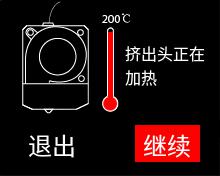 3、参考屏幕提示内容,检查挤出机进料口有无残余丝材,如果有,按照屏幕中的指示,一手向下按住摇臂,一手向上拔出耗材,直到拔除残余丝材。
3、参考屏幕提示内容,检查挤出机进料口有无残余丝材,如果有,按照屏幕中的指示,一手向下按住摇臂,一手向上拔出耗材,直到拔除残余丝材。 4、将耗材线头分别穿过通明进料管、导料卡子,随后通过挤出机进料口,进入挤出机,(如图)一手向下按住摇臂,一手向进料口垂直插入新的耗材,直至松开摇臂后材料被压住,随后将进料管穿过导料卡子,插入挤出机进料口固定。注意:插入耗材之前检查是否已经安装好料管与料管支撑件。
4、将耗材线头分别穿过通明进料管、导料卡子,随后通过挤出机进料口,进入挤出机,(如图)一手向下按住摇臂,一手向进料口垂直插入新的耗材,直至松开摇臂后材料被压住,随后将进料管穿过导料卡子,插入挤出机进料口固定。注意:插入耗材之前检查是否已经安装好料管与料管支撑件。 
 5、点击“测试”,直至观察到耗材从喷嘴中被挤出,点击“结束”。
5、点击“测试”,直至观察到耗材从喷嘴中被挤出,点击“结束”。 
 自动测评
自动测评
由于运输等不可控因素,可能会造成平台与喷嘴相对位置与出厂时不一致,所以我们建议您在第一次使用mostfun Pro 3D打印机时,对机器进行自动测平操作。
注意:自动调平前,请确保打印平板上干净无杂物,并完全卡在平台中的销钉上。
具体操作步骤如下:
1、操作拨轮开关,选择“换料&调平”——“自动调平”——“开始”。

2、运行完自动测评程序后,挤出机会停在打印平面正中央上方的约1mm处(喷嘴离打印平板距离1mm)。如果距离为1mm,点击应用。如果发现这个距离偏差较大,或者不确定当前的距离值是否为1mm,那么选择“校准”,操作滚轮调整平台上下移动(红色箭头为选中、按下拨轮开关为执行),调整喷嘴与平台之间的距离,直至喷嘴与平台之间的距离为0.1mm(喷嘴刚好不接触打印平板或平台与喷嘴的距离刚好能穿过一张普通A4打印纸,拖拽有顿感),确认完成后点击“应用” 。备注:校准后喷嘴与平台之间的距离为 0.1mm(不是1mm) 自动校准平台成功后,以后的打印不需要再次进行调平与校准,用户可直接导入模型文件,直接进行打印操作。具体参考链接:https://mostfun.cn/auto-levelling/
自动校准平台成功后,以后的打印不需要再次进行调平与校准,用户可直接导入模型文件,直接进行打印操作。具体参考链接:https://mostfun.cn/auto-levelling/
打印平台涂胶
为了使打印出来的模型更加牢固的粘在打印平板上,需要在平台面板上涂上mostfun Pro配置的专用固体胶。
涂胶需要注意以下几点: 1、取出打印平板前,请确认热床处在冷却状态。 2、将打印平板从机器上取出随后再进行涂胶,切勿直接在机器内部直接进行涂胶操作。
2、将打印平板从机器上取出随后再进行涂胶,切勿直接在机器内部直接进行涂胶操作。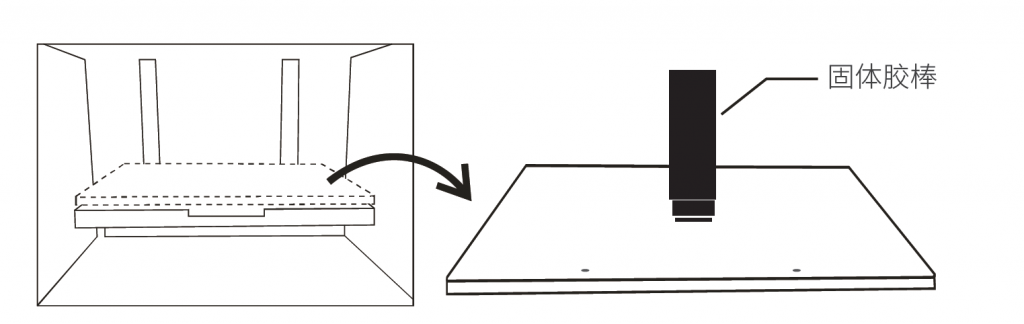 3、涂胶面积应大于打印模型的底面。
3、涂胶面积应大于打印模型的底面。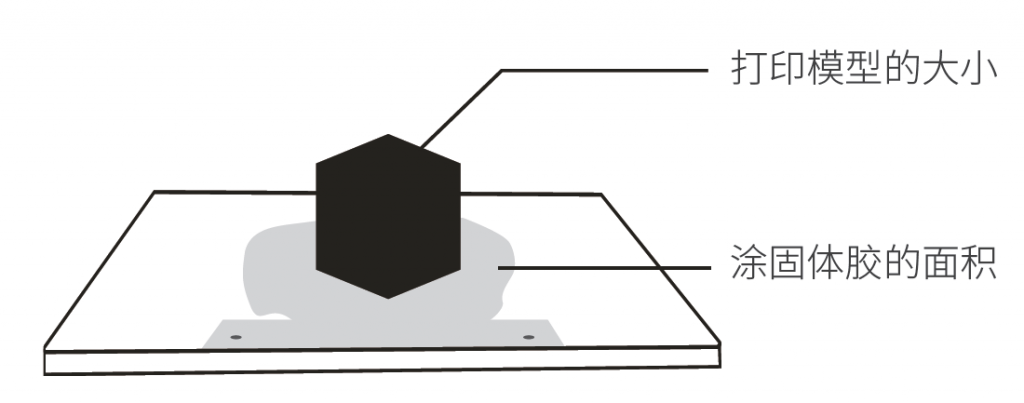 4、开始打印后,挤出机会先在打印平台两颗螺丝钉之间打印一段线条以挤出残余的材料。所以在打印之前需在打印平板两颗螺钉之间涂抹一定的胶水。
4、开始打印后,挤出机会先在打印平台两颗螺丝钉之间打印一段线条以挤出残余的材料。所以在打印之前需在打印平板两颗螺钉之间涂抹一定的胶水。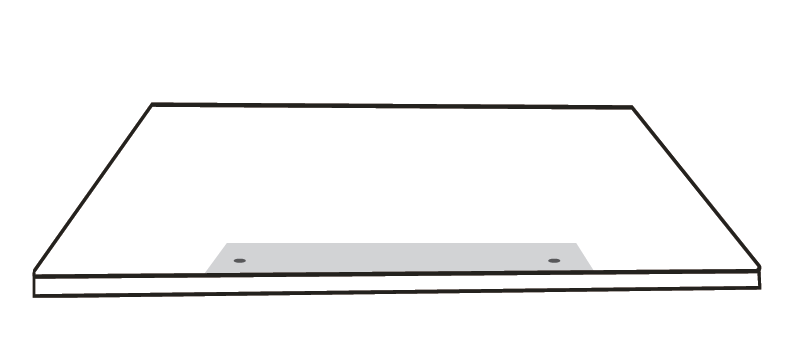 开始打印1、操作波轮开关,进入”本地文件“选项;2、并点击进入后,选择打印机内部存储空间(非SD外接SD卡、非外接U盘)预存的模型gcode文件,选择一个模型,按下波轮开关确认选择;
开始打印1、操作波轮开关,进入”本地文件“选项;2、并点击进入后,选择打印机内部存储空间(非SD外接SD卡、非外接U盘)预存的模型gcode文件,选择一个模型,按下波轮开关确认选择; 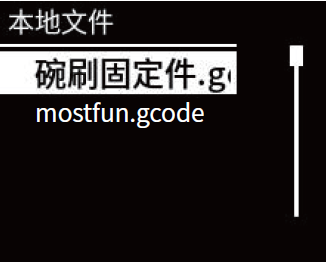 3、选中“打印”按钮进行打印确认,蜂鸣器提示后开始打印;
3、选中“打印”按钮进行打印确认,蜂鸣器提示后开始打印;  4、进入以下打印工作界面,待喷头温度加热到一定温度(生成模型gcode时设置的温度),便会开始自动打印;
4、进入以下打印工作界面,待喷头温度加热到一定温度(生成模型gcode时设置的温度),便会开始自动打印; 5、等待打印结束,从机器中取出打印平板,使用铲刀将模型取下。
5、等待打印结束,从机器中取出打印平板,使用铲刀将模型取下。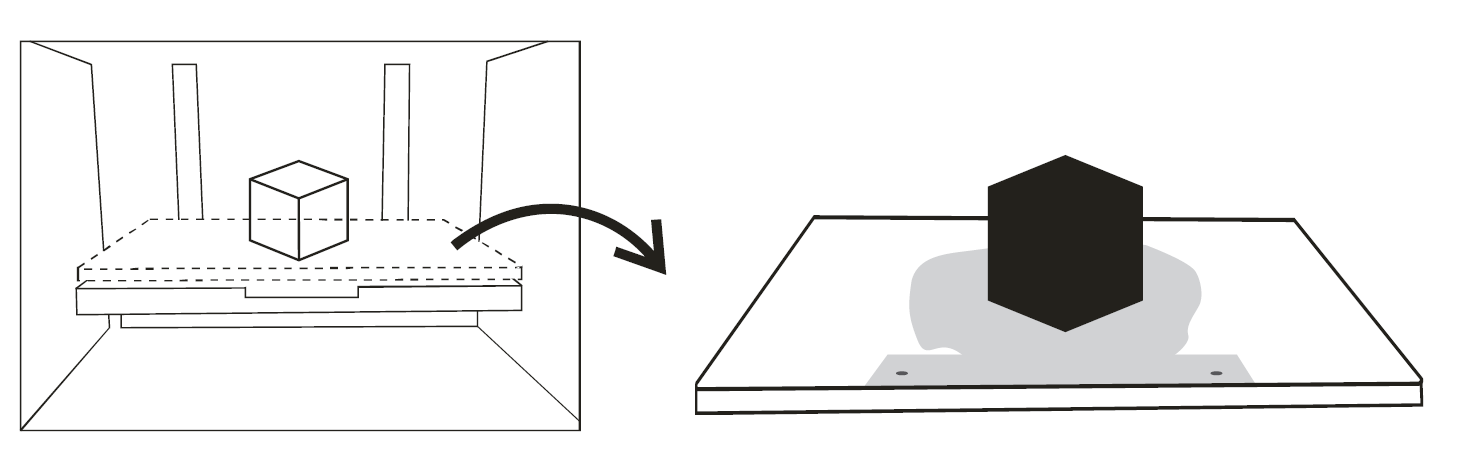 参考链接:mostfunPro使用指南
参考链接:mostfunPro使用指南
Related posts





 川公网安备51010702003433号
川公网安备51010702003433号