线料被磨损
你模型的第一层需要粘在打印平台上这一点是非常重要的,毕竟只有这样你的模型的上层才能很好地在底层的基础上粘合建立起来。
如果第一层跟打印平台不能好好粘合的话,后续的打印会发生很多问题。
有很多不同的方法可以解决这样的问题,下面我们写出几个典型的原因并相应提出解决方案。
1、打印平台没有正确调平
很多打印机都有一个可以调平的平台,如果你发现你打印的第一层无法好好粘黏的话,首先你得确定你的打印平台是否已经正确调平。如果你打印平台的一边跟喷嘴挨得近,另一边又挨得远,那么你的第一层一定是无法与打印平台很好粘黏的。出现这种情况原因可能自动校平没有正确,这时候对照mostfun Pro手册中自动调平部分,也可参考页面链接 自动调平与校准 ,重新进行调平和校准程序,然后再开始打印测试。
2、第一层打印的速度太快
如果你的首层打印速度太快,导致挤出的材料没有足够的时间与打印平台粘黏。所以,发生这种情况的话,你需要降低底层打印速度。在C4M中 设置-专业设置-底层速度,打印底层时速度放慢,推荐速度20mm/s。如下图所示: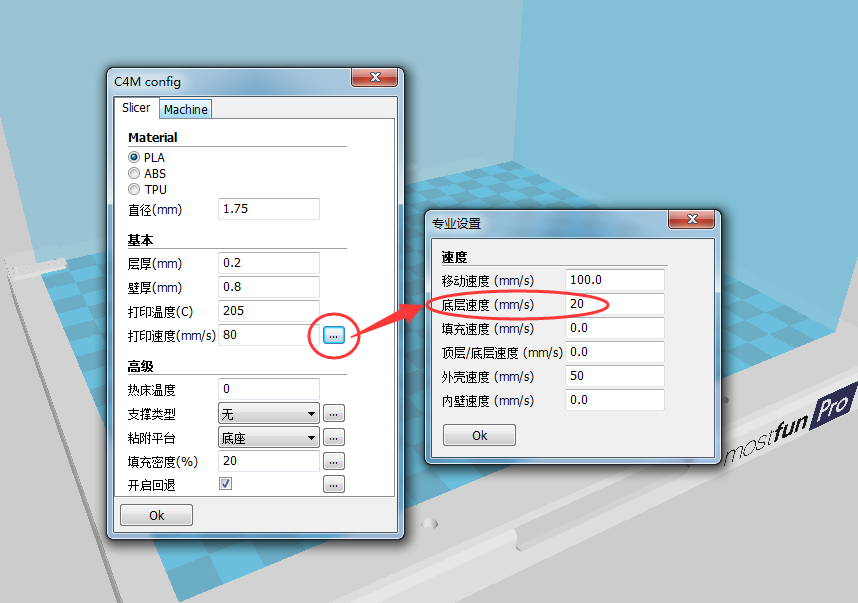
3、打印平台的表面粘黏剂使用
不同的打印耗材都需要使用适合它的不同的粘黏剂。mostfunPro 建议使用官方推荐的胶棒, 如果在打印过程中未涂胶或者使用非官方推荐的粘剂,将有可能使模型固定不住导致模型无法粘连在打印平台上。
4、加热或者冷却设置不对
mostfun pro采用的是熔融堆积的打印成型,因此所用的材料都会被加热再冷却成型,打印的材料都会有热胀冷缩的现象。举一个比较形象的例子,如果你用ABS打印一个100mm宽的物品,你的挤出机在230摄氏度下打印,但是当挤出的耗材碰到冰冷的打印平台时,耗材就会收缩。如果ABS在室温30摄氏度的情况下冷却的话,100mm宽的物品会缩小1.5mm,但是打印平台并没有同时缩小,打印成型的模型就造成很容易与打印平台分离的情况。如果你发现你打印的一开始底层还是能很好地与打印平台粘连但是后面却趋于分离了,那么很大可能是你温度和冷却的设置不正确。
如果在整个打印过程中,热床温度都保持在110度,第一层就因为始终处于高温而不会收缩。所以打印ABS材料的时候,可以使用软件里热床的设置来避免这样的问题。PLA在热床设置为60-70度,ABS为100-120度,这样的热床温度下打印不易翘边。你可以在C4M DEV里点击“设置(Settings)”然后在高级—热床温度 选项,点击进行数值的设置。
5、其他:增大模型边缘、底座
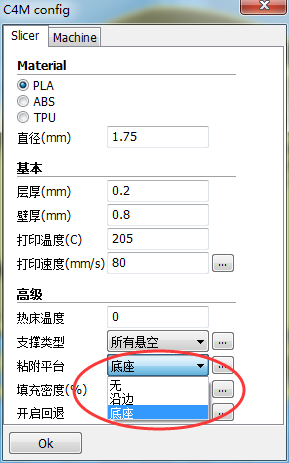
有些时候,你打印一个非常小的模型,而这个模型基本上没有大面积平整的部分可以直接粘在打印平台上(例如球状等物体)。C4M DEV也有一些增大与打印平台粘黏表面积的解决方法。其中一个办法叫做“沿边(brim)”,brim可以在你打印模型的底层外部再加上一圈,就像是帽子的帽檐一样;C4M DEV也可以设置在模型底层加上底座(raft)这个功能,这两种功能的设置都可以在软件的“设置(settings)”中的 “粘附平台” 选项里找到。
Related posts


 川公网安备51010702003433号
川公网安备51010702003433号