线料被磨损
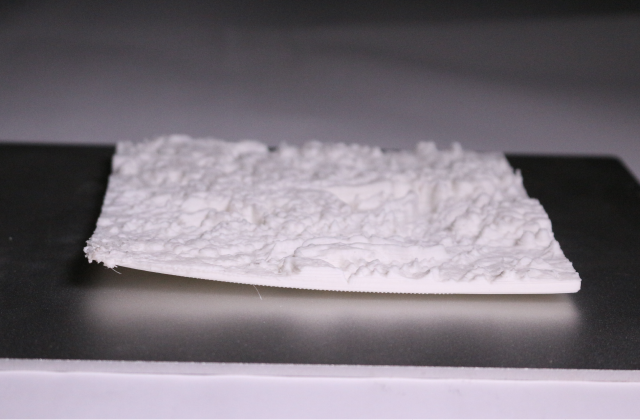
当你打印一些比较大的模型或者模型底面积较大时,你可能会发现,即使在打印一开始打印的第一层是可以成功地粘在打印平台上的,但是过了一段时间底层就会开始翘边或者变形。
这样的翘边现象会非常严重,你模型的一边完全翘起,最终会导致你整个模型的变形。这种情况在你用打印温度要求较高的材料(比如:ABS),打印非常大的模型时,是非常常见的。引起模型翘边的最主要原因是材料的热胀冷缩。翘边是一个比较有挑战性的问题,下面我们列出了一些解决建议。
1、自动调平
平台与喷嘴之间的间隙很大程度上决定了模型是否能够牢固的粘上,所以在打印之前确认你已经开始了自动调平功能以及校准了平台,使用mostfun pro自动调平功能,来保证挤出机喷头与平台距离一致。详细请参考 开启自动调平。在使用自动调平功能时切记,运行完自动调平后喷嘴离打印平板1mm,但运行完校准后,喷嘴离打印平板0.1mm。 (校准完成的数据才算真实的数据)
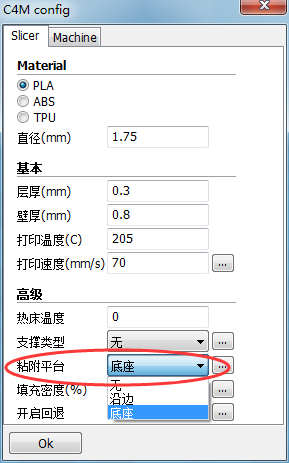
2、切片软件中增加粘附平台
如果你已经尝试了以上所有的方法,你的模型仍会翘边。那么你可以尝试着增加你模型的底座,它们层数极少,可以帮助你将你的模型紧贴打印平面,或者至少会减缓翘边的程度。在C4M DEV软件里点击“设置(settings)”单机粘附平台选择选中“底座(raft)”再点击OK即可完成设置。(底座是官方推荐的粘附平台类型,用此打印模型,一般可以获得一个较好的效果,同时能够方便从底座上取下模型,也方便将底座从打印平板中取下。)
3、使用热床
mostfun pro具有热床功能,用以帮助模型底层在整个打印中温度不会变得太低。ABS之类的材料,把热床设置到70~100°C,便可以减少底层模型的收缩程度。要调整打印机热床的温度,在C4M DEV软件里点击“设置(Settings)”,选择“热床温度”输入数值便可在打印模型时使用热床功能。

4、检查打印平板
在持续的使用中,打印平板可能会因为运输或者暴力拆取模型导致变形,如果打印平板变形,那么可能导致你不管怎样调平都会容易让底面较大的模型打印翘边。变形的打印平板在平台上可能会翘起来,这时候解决的方法有两种。一、将打印平板取下并校准平整,这可能需要校准用的木槌工具及检测平整的工具。二、使用2只票夹在打印平板的两个对角处将平板与下面平台固定,票夹夹的位置需要不影响打印,不与出平台的其他部分接触或者发生干涉。

Related posts

 川公网安备51010702003433号
川公网安备51010702003433号