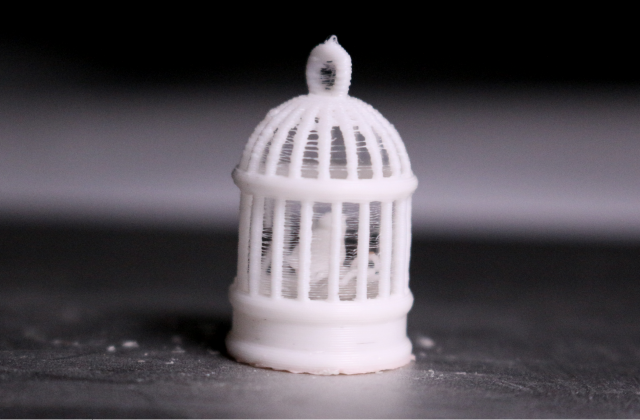
线料被磨损
当3d打印的制品留下细小的塑料丝时被称作拉丝现象(或者被称作漏丝、whiskers或者毛糙印刷)。发生这种情况的原因是,当挤出机从一个地方向另一个地方移动的时候,喷头有耗材挤出。
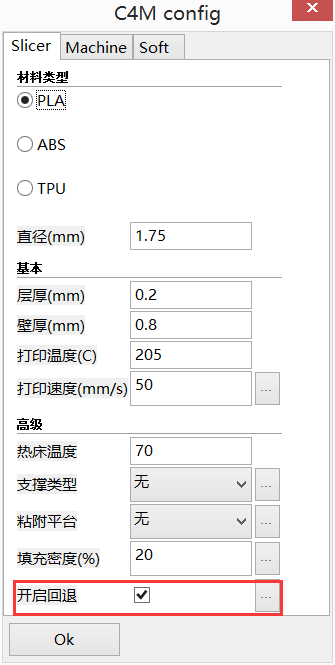
最常用的一个对付拉丝的设置是“开启回退”。回退功能开启,当你模型的某一个部分打完时,喷头会将耗材拉回。当重新开始打印时,挤出机会将耗材再拉入喷头,这样耗材又可以正常挤出。为确保已使用了回退功能,在C4M软件右侧设置中找到“开启回退”项,你可以查看并勾选此项。
下面,我们来讨论下一些很重要的回退参数设置,还有其他可以防止拉丝现象的相关设置。
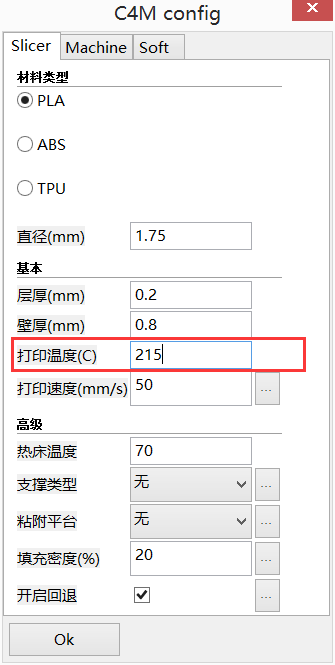
1、温度过高
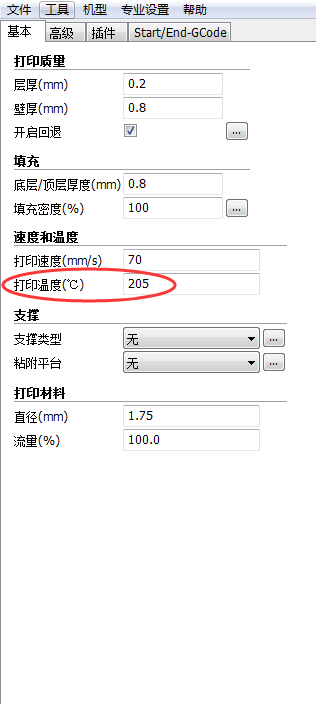
当你检查过了你的回退参数,另一个与拉丝有关的参数是挤出机的温度。如果温度过高,喷嘴里的耗材会非常粘并且很容易在移动的过程中从喷嘴流出。但是,如果温度过低,耗材又不能从挤出机正常挤出。如果你认为你的回退设置是正确的,但是还是有拉丝,你可以试着把你的挤出机温度调整降低5-10度。
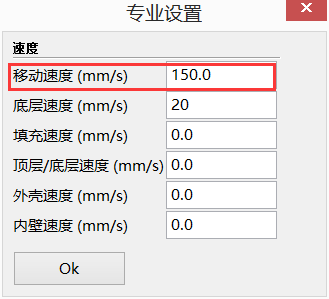
2、移动速度
挤出机移动的速度也会对模型拉丝造成影响,因为挤出机移动的速度越慢,移动的时间越久,越容易造成拉丝现象。你可以在“打印设置”里的“其他设置”窗口对移动速度进行查看和确认。 X/Y 轴的移动速度代表着点到点的移动速度,这就跟你挤出机在下方悬空的情况下移动的速度有直接关联。如果你的机器能够适应更高的移动速度,可以尝试着加速以避免拉丝的情况发生。
3、耗材本身影响
不同厂家不同耗材参数都可能不一致,有的耗材加热后流动性非常大, 所以有时候无论怎么调整参数, 都无法解决拉丝问题,所以这种情况下建议使用官方推荐的耗材,避免出现类似的问题。
Related posts


 川公网安备51010702003433号
川公网安备51010702003433号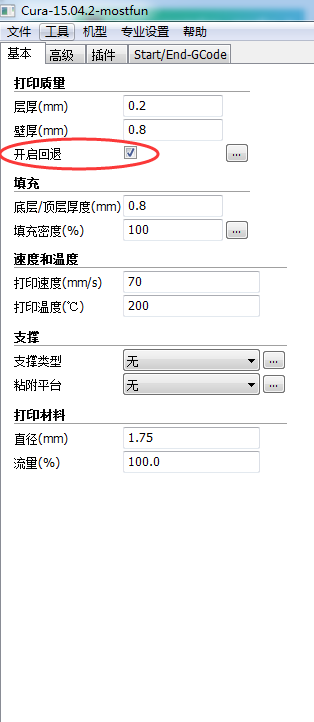{kind=link}
{kind=link}
{kind=link}