130x
由于SD卡故障导致的识别错误,会在显示屏上显示错误代码 1301、1302、1303、1304
原因:
1301、1302:SD卡物理损坏或者SD卡文件系统格式不正确,目前支持SD卡的格式为FAT\FAT32
1303:gcode需要放在SD卡的根目录下,不支持文件存放在根目录中。若gcode存放在SD卡内部根目录中便会提示报错。
解决办法:
1、确认SD卡里的文件是否在根目录下
2、确认SD卡的系统格式是否为FAT或者FAT32
3、更换新的测试没问题的SD卡进行测试
由于SD卡故障导致的识别错误,会在显示屏上显示错误代码 1301、1302、1303、1304
原因:
1301、1302:SD卡物理损坏或者SD卡文件系统格式不正确,目前支持SD卡的格式为FAT\FAT32
1303:gcode需要放在SD卡的根目录下,不支持文件存放在根目录中。若gcode存放在SD卡内部根目录中便会提示报错。
解决办法:
1、确认SD卡里的文件是否在根目录下
2、确认SD卡的系统格式是否为FAT或者FAT32
3、更换新的测试没问题的SD卡进行测试
现象:使用USB数据线联机打印中途卡顿或停止
原因:
1、电脑卡顿、软件卡顿
2、USB数据线松动或者电脑USB接口接触不良
解决办法:
1、检查固件和软件C4M版本是否更新到最新版本 (软件下载地址:https://mostfun.cn/software/)
2、更换状况较好的电脑测试
3、切换电脑其他的USB口测试
4、检查数据线连接良好
1、确认下载C4M并安装完成,具体方法可参考手册对应操作步骤(C4M下载链接:https://mostfun.cn/software/)
2、使用随机配送的USB数据线,将3D打印机与电脑连接,并给3D打印机电源通电。
3、确认串口号选择正确,安装软件会自动安装驱动,并提供对应串口号(在 设备管理器——端口——cp201X COMx—- 进行查看)

4、下载固件文件:固件下载mostfunV2.0.2.hex 点击另存为(不是直接打开文件),将.hex的文件存在电脑中(例如电脑桌面)。
如果您因为调平时候装机左上侧锅仔片不顺畅,可以选用最新固件mostfun_slim_V2.10(免调平校准固件),再通过如下方式进行上传固件。
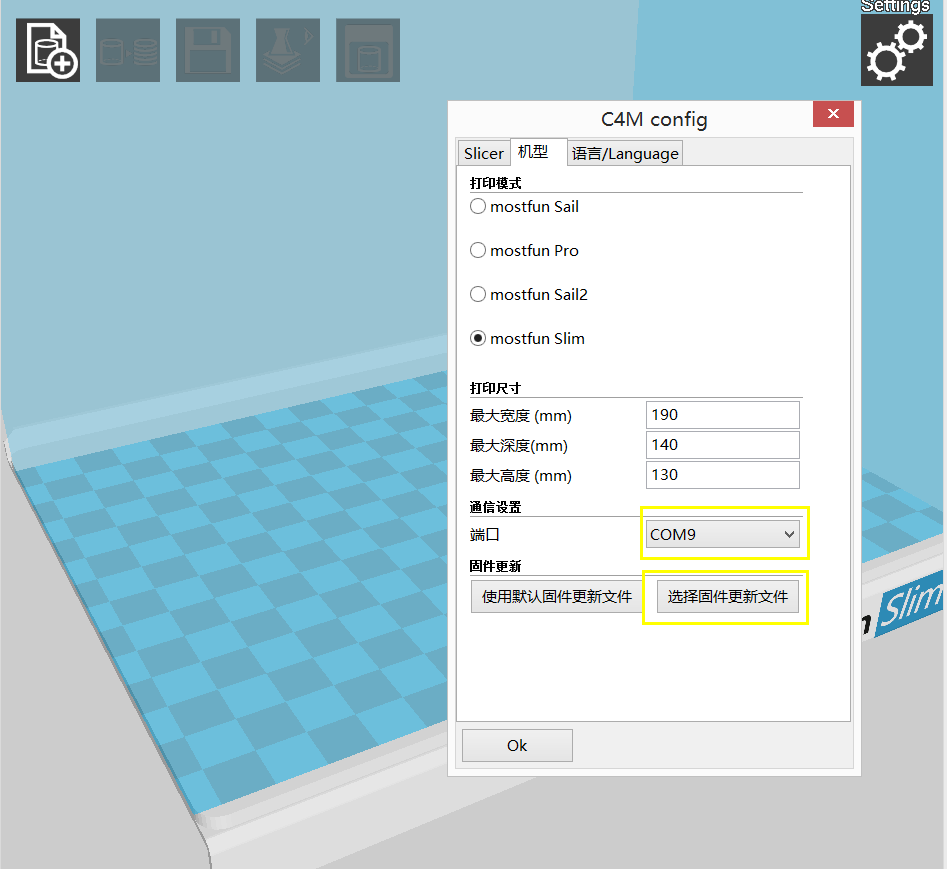
5、打开C4M,点击右上角设置,找到“机型”——“选择固件更新文件” ,选择刚存在电脑中的.hex文件。
(安装固件时,确认机器电源正常连接且电源开关已经打开,再确认串口号选择正确)
现象:SD卡插进去后不能正常读取或者SD卡内文件不被识别
原因:1、SD卡损坏 2、SD卡格式不是正确格式(默认支持FAT\FAT32格式)3、液晶板对应SD卡座出现故障
解决办法:
1、检查SD卡内的gcode文件是否是英文名称,暂时不支持文件名为中文字体。
2、检查SD卡的格式,默认支持SD卡的格式为FAT\FAT32
3、更换其他品牌正常的SD卡进行测试并保证
4、可能是机器固件出现错误识别,可尝试重启机器进行测试或者给机器重新更新固件进行测试。(更新固件教程)
5、若上述方法不能解决可联系售后,对打印机的液晶板进行拆取更换(液晶面板拆取教程)
现象:液晶显示器出现错误代码1203、1204、12072
原因:挤出机检测到温度不正常,在打印过程中,挤出机中测温器检测到喷头的温度不稳定,液晶显示报错信息,从而停止打印。测温检测不稳定的原因可能有以下几个
1、挤出机测温器件损坏导致检测的温度不稳定
2、挤出机加热器件损坏导致的莫名温度升高或者降低
3、挤出机排线或者对应排线座未连接正常,因为加热与测温的信号都是通过挤出机的白色排线传给主控电路板,若排线与挤出机接触不良,也可能导致将读到的温度错误的传给主控板,从而产生报错。
4、主控板测温电路故障
解决办法:
1、断电检查挤出机排线接头是否正常,并重新拔插挤出机排线测试
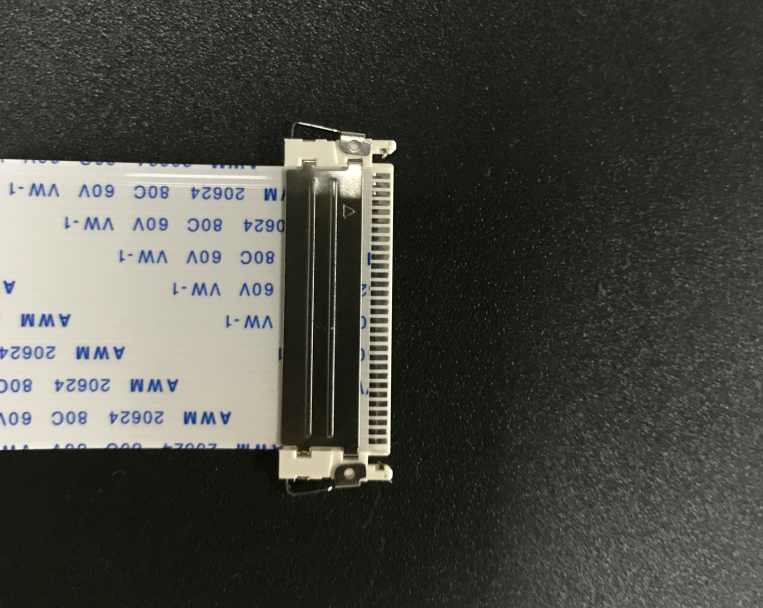
(正常)

(不正常)
2、更换挤出机喷头(加热测温模块,取下挤出机后盖,拔掉挤出机喷头插座便可拆取模块)

加热测温头属于易损件,用户也可在官方推荐淘宝店内购买备用件(模块购买链接)
3、确认排线无误后,可联系售后将挤出机拆下寄回售后服务部进行维护。
1101:Zmin限位开关在归位时没有触发 Zmin endstop not pressed after ho…
在正常情况下自动调平时,挤出机上的校准开关会由内部舵机带动往下伸出,如果自动调平出现问题,最常见的几种故障原因如下:
Zmin校准开关伸出后,在触碰打印平板时没有正常返回信号,导致Zmin校准开关被打印平板往上压,直到喷嘴撞击打印平板。
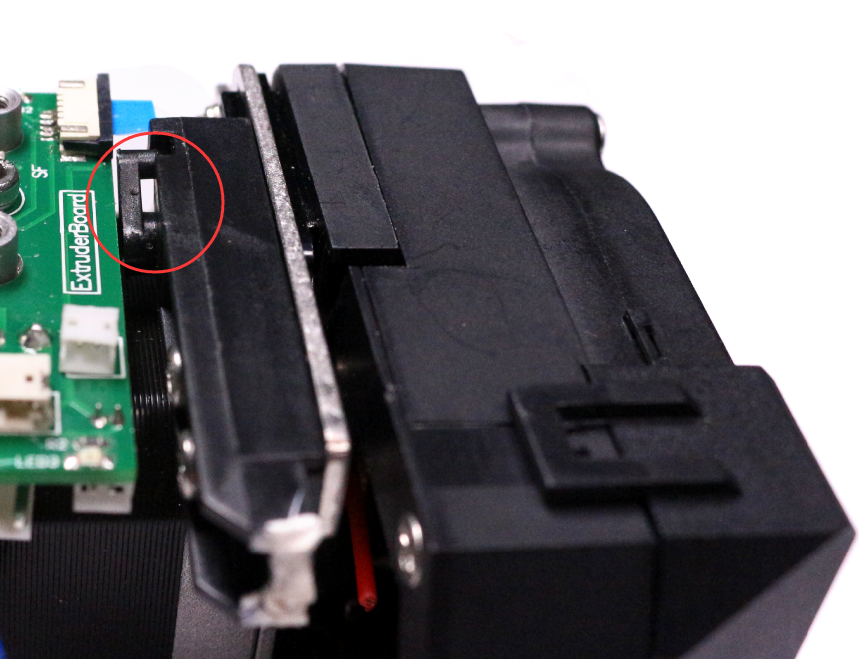
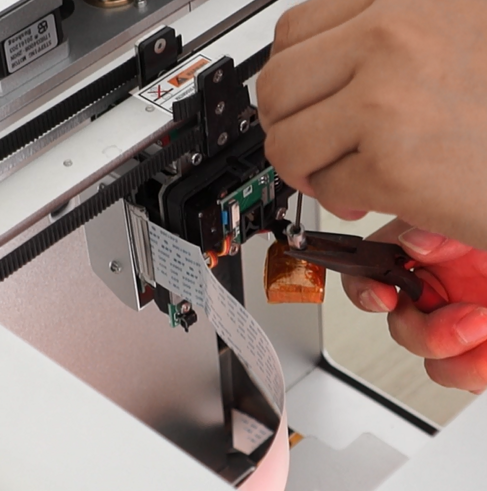
这种情况下,在机器处于开机静止且挤出机在冷却状态时,按压Zmin校准开关(下图中红色圆圈位置),观察舵机旁对应的指示灯是否正常亮灭,按下亮、松开灭(下图中黄色箭头指示位置)。

如果灯不亮,检查挤出机上的Zmin校准开关对应的白色硅胶线是否连接正常,断电状态下重新拔插,随后上电测试。
如果拔插后指示灯仍不正常亮灭,则校准开关发生故障,请联系售后进行更换。
这种情况下Zmin校准开关在自动调平时没有正常向下伸出。
此时先开机选择自动调平,在校准过程中,观察舵机是否有声响且摇臂移动,如果舵机可以正常动作,则舵机可能是因为舵机与校准开关之间的连接件从槽中滑出所致。在断电状态下,将舵机连接件重新装入滑块中,随后重新上电测试。
如果舵机无任何动作,断电状态下,检查舵机排线是否断裂或者松动,重新进行拔插,再开机测试。
如果舵机仍无任何动作,则舵机出现问题,请联系售后进行更换。
舵机可以正常伸出并在打印平台上可以正常移动和校准,舵机收回后挤出机喷头和打印平台的Zoffset校准开关金属片撞击导致无法正常自动调平。
1、打印平板左上方的Zoffset校准开关触点损坏
这种情况下,在机器处于开机静止状态时,按压打印平台上Zoffset校准开关,观察舵挤出机上黄色指示灯是否正常亮灭(按下亮、松开灭)。若亮灭不正常,可能有两种原因,一是Zoffset校准开关触点损坏,二是开关下探针损坏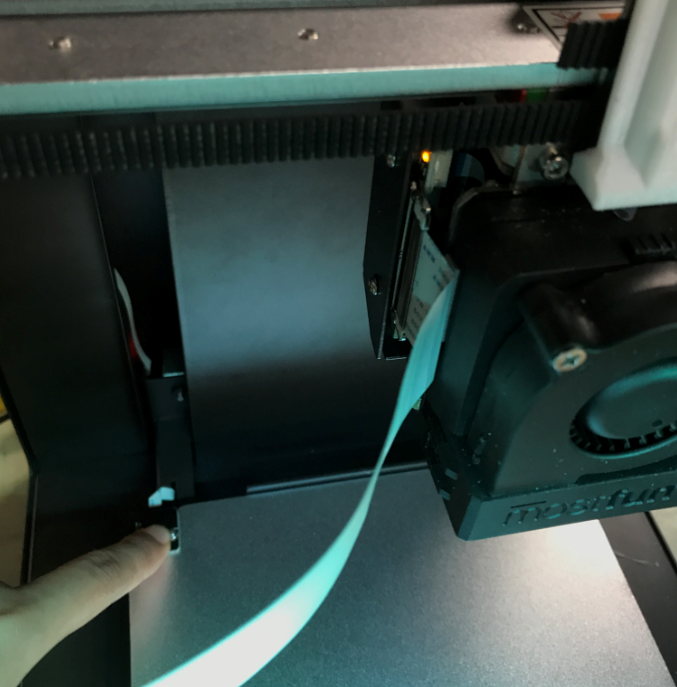
2、打印平板下的探针损坏
如果按下后指示灯不亮,取下打印平台上的底板,检查打印平板下的金属探针高度是否一致,按压金属探针是否可以正常回弹。若为正常回弹,或者装上打印平板后,探针不能接触到平板Zoffset校准开关下的触点,说明下面的探针板出现故障。(可以使用导电铁棒将两个探针接一起短路,观察挤出机黄色指示灯是否亮起,来判断探针板的接线是否正常)

如果金属探针正常,再检查下探针板上白色小排线有无破损或者松动,断电状态下重新进行拔插,如果以上部分检查均无问题,则打印平台底板的锅仔片出现问题。
如果依照上述检修方法不能确认问题或者已经确认对应的部件发生故障,请联系售后进行维护。
采用免校准的调平方式,进行调平,具体方法参考链接:https://mostfun.cn/docs/mostfun-slim-troubleshooting/update-firmware/
该固件舍弃了撞击左上方锅仔片进行测定距离的方式。挤出机开关在撞击平台的4个点后会直接回到平台中央,进行自动校准。
在你的3D打印机的有生之年,它一定已经融化并且挤出过成百上千克的打印耗材。而所有的这些耗材必须从挤出机上一个跟沙子差不多大的小洞里挤出来。然而不可避免的是,有时候会发生耗材不能挤出的问题,而这些问题通常都因为挤出机的喷嘴堵住了。第一次发生这种事情的时候一定是非常令人恼火的,但是我们下面会给大家介绍一些解决喷嘴堵塞的好方法。

1、加热拔出 使用可以使用软件C4M将喷头加热到230℃,等待温度升高到稳定的230℃时,一手按住挤出机摇臂,一手使用尖嘴钳或者镊子将断掉的耗材拔出。(注意拔料时,一次性快速拔出。避免加热软化的料在挤出机中重新硬化导致的堵头)
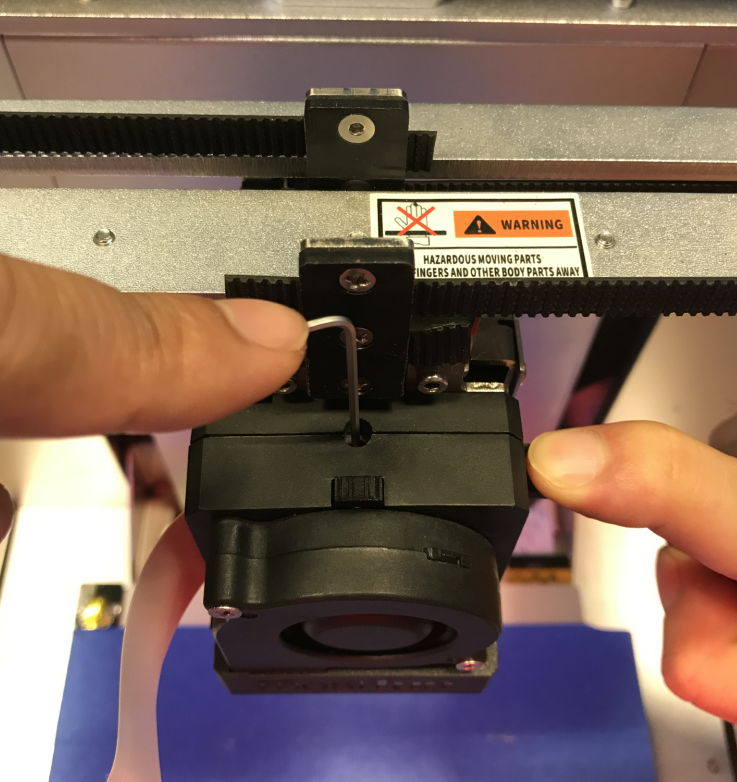
2、加热内推 如果发现进料口中帽出来的耗材用钳子或者镊子根本夹不住,首先可以直接进入机器液晶操作面板,进入加热换料操作,点击“挤出测试”(详细参考“装载耗材”操作步骤),直到将里面多余的料挤出至不能出料的时候,一手按住挤出机摇臂,一手使用M1.5的内六角,将断在挤出机的耗材往下捅,直到里面的耗材漏完。
1、选择加热&上料,等待温度升至200度以上(也可以使用C4M将挤出机温度升高至230℃,高温可以使堵在喷头里面的材料更容易融化)
2、使用M1.5内六角螺丝刀,从挤出机进料口捅入喷头内部,将里面多余的料用外力挤出。或者找到合适的钢针,从喷嘴中插入,从下往上,清理喷嘴。保证喷头内部畅通。

然后在挤出测试,如果打印还是出丝不正常,请进行如下操作再测试
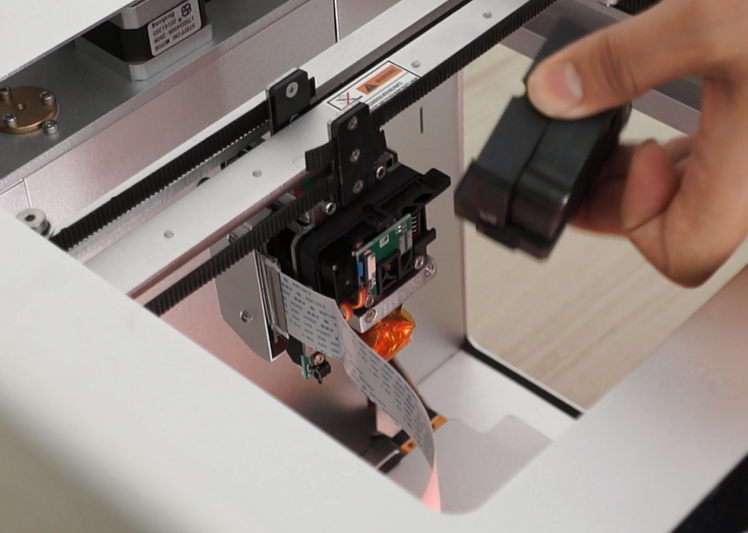
3、按住挤出机风扇按钮,将风扇取下 
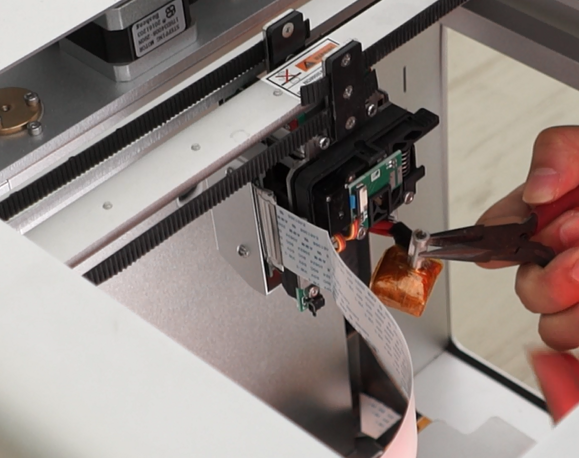
 4、取下加热铝块的螺丝 ,使用机器配的M1.5内六角螺丝刀,将喷嘴内部多余残料捅出,
4、取下加热铝块的螺丝 ,使用机器配的M1.5内六角螺丝刀,将喷嘴内部多余残料捅出, 
 5、断开电源
5、断开电源
6、将加热块安装回去
7、重新上电,挤出测试
如果经过测试,还是发现堵头,可以联系厂家更换挤出机或者对应的加热喷头。
拆取加热块可参考上述步骤4,随后使用M2的内六角螺丝刀将挤出机外壳的三个螺丝拧下。

拔出加热块的接线便可轻松取下加热块。
用户在换料时可能会遇到的一个状况就是:耗材拔不出来。出现这种现象的原因有几个:
在挤出机冷却的状态下不能进行换料操作,因为这时候耗材被凝固在了喷嘴中。
耗材在挤出机的通道是有摇臂打开和关断,在装耗材和拔耗材的时候都需要按压住挤出机的摇臂,拔耗材时注意两点,一挤出机温度在200℃左右,二按压住摇臂。
这时候重新将挤出机温度升至200~230℃,温度稳定后,先将耗材往下压出一段(将之前变形的耗材加热挤出),随后按压住摇臂迅速将耗材拔出。
 川公网安备51010702003433号
川公网安备51010702003433号{kind=link}