mostfun Sail支持使用Cura、RepetierHost进行转码及打印。
软件Cura的下载
以上提到的两款软件都是全平台支持,您可以登陆mostfun官网(https://mostfun.cn/software/)轻松下载;下载时请选择对应您计算机操作系统的版本,此处主要以Winodws-Cura为例进行安装步骤的讲解,建议您下载“Cura-mostfun专版”。
Cura的安装
1、双击下载好的软件,进行安装,将会弹出如下窗口;
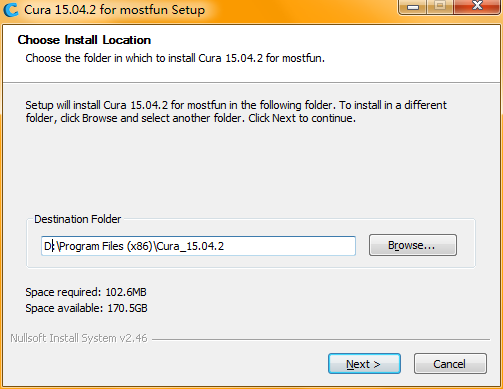
2、点击”Next”,默认勾选两个选项,直接点击“Install”行安装;
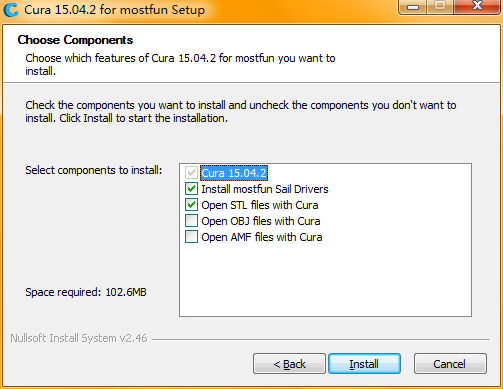
3、安装过程中弹出如下窗口,提示安装驱动,点击“下一步”;
4、选“我接受这个协议”,点击“下一步”;
5、提示驱动安装完毕后,点击“完成”,返回到软件安装界面,点击“Next”;
6、软件安装完毕,点击“Finish”这时候计算机会启动Cura软件.
Cura参数设置
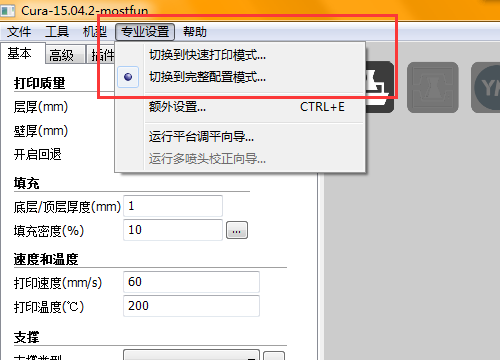
1、在菜单栏中点击“专业设置” > “切换到完整配置模式”;
2、选择“文件” > “偏好配置”,将打印窗口类型选择为“Proterface UI”;

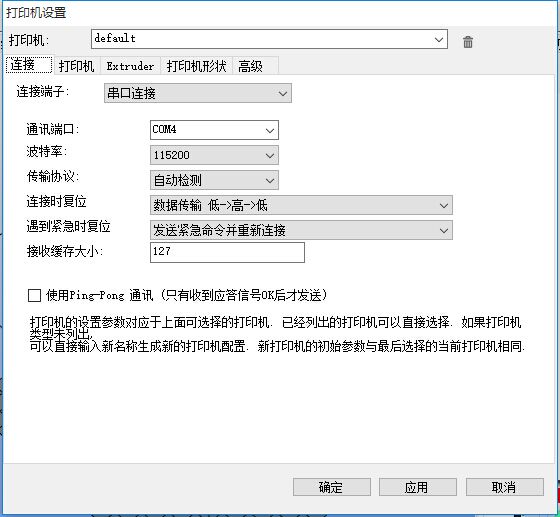
3、选择“机型” > “机型配置”,在对话框的右下角进行通信设置,通信端口选择打印机端口(例如:com3,具体是多少可以在计算机设备管理器中查看),波特率选为115200;
(如果你的机器是mostfunPro,可以忽略该步骤)
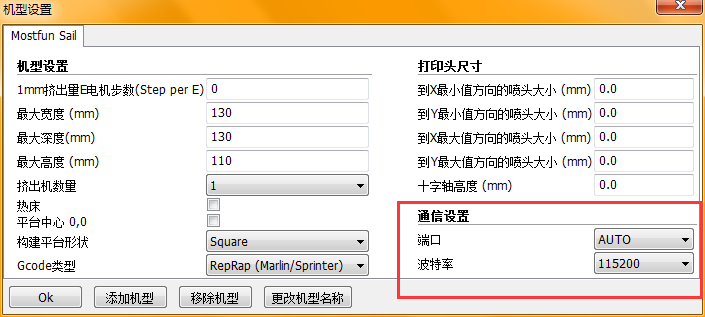
如果你的机器是mostfun Sail,那么Cura的安装设置到此结束。
4、导入配置文件
如果使用的是mostfun Pro,需要执行下面一个步骤(导入mostfunPro的配置文件),
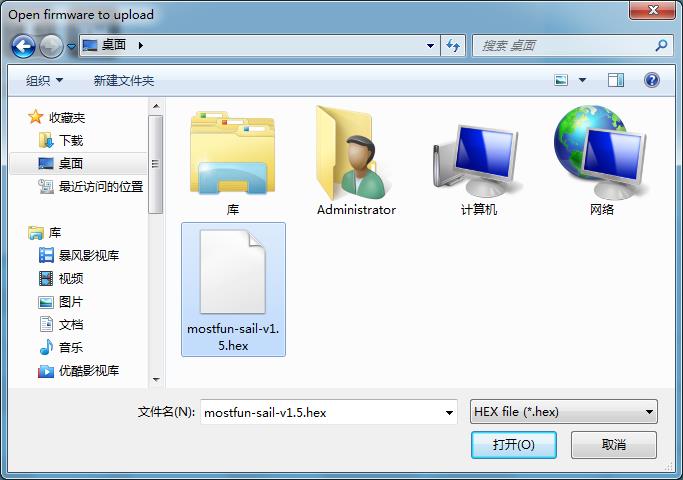
下载配置文件”mostfunPro.ini”;
打开cura软件,进入“文件”——“打开配置文件”,选择刚下载的”mostfunPro.ini”配置文件,点击“打开”,随后重启下Cura软件,即可生效。
生成Gcode
1、加载模型;
点击“load”,选择将要打印的模型文件(stl格式)
2、导出Gcode
“文件”——“Save Gcode”,导出改模型的gcode,该Gcode文件可以被直接用于mosfun的3D打印










 川公网安备51010702003433号
川公网安备51010702003433号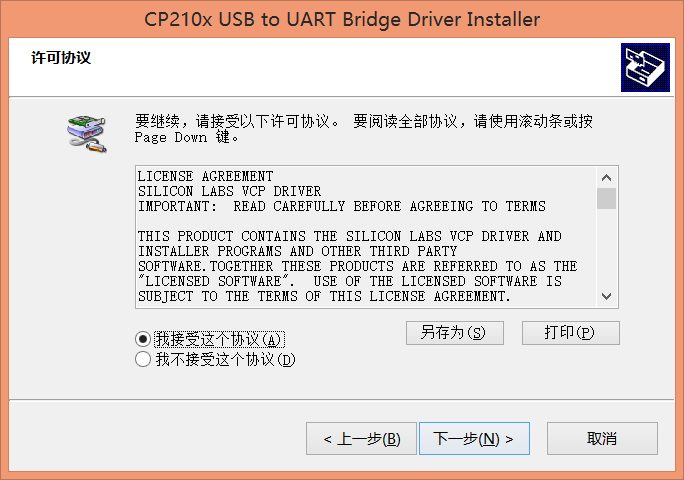{kind=link}