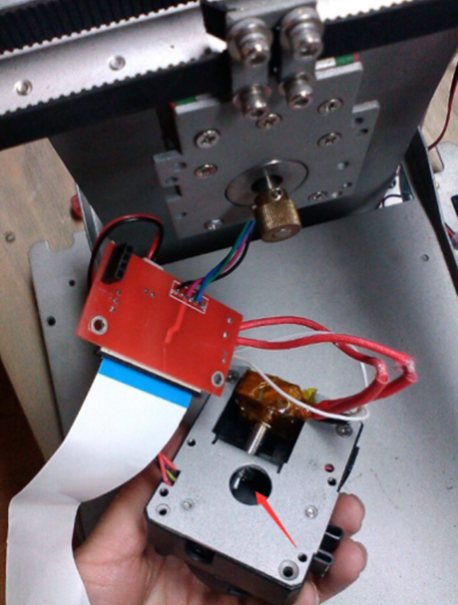
1、挤出机电机不能正常运转
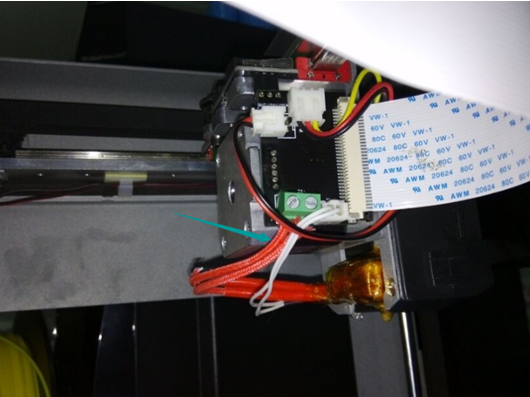
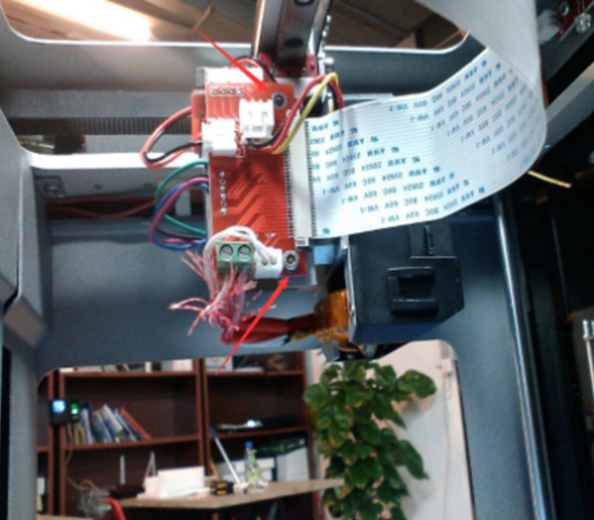
挤出机的马达是否在运转?用彩笔穿过马达尾部的电机轴画条线。当挤出机运转的时候,你就可以看见电机轴也在旋转,在挤出的过程中,它的速度比较缓慢并且稳定。如果电机轴没有旋转,请将电机接线头与挤出机PCB重新拔插连接(下图所示);如果电机接线头与PCB连接正常,电机依旧不能转动或者出现间歇性旋转,请及时与我公司售后技术服务取得联系。

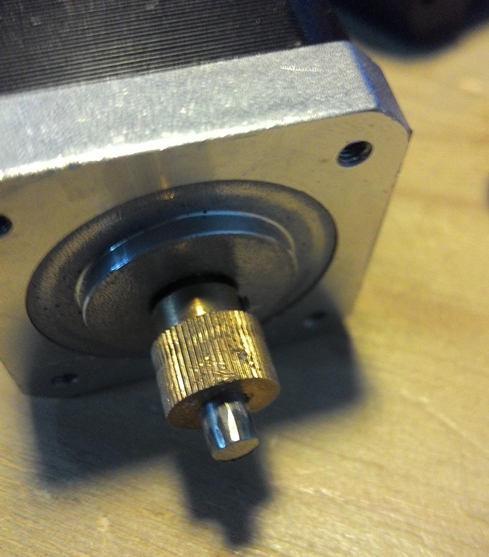
2、挤出机驱动电机上的齿轮发生松动
mostfun sail挤出机的送丝原理是通过挤出机驱动电机输出轴末端的齿轮压紧丝材转动向下挤出,倘若电机输出轴上的此轮发生松动,就会产生丝材不能正常挤出的问题,此种情况下经公司售后技术同意,您可以拆下挤出机查看齿轮是否发生松动,如果松动,将其重新固定即可。
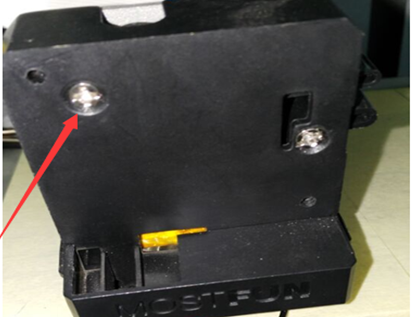
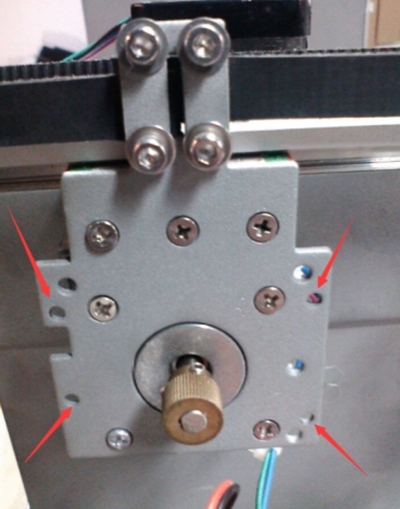
3、挤出机装配问题
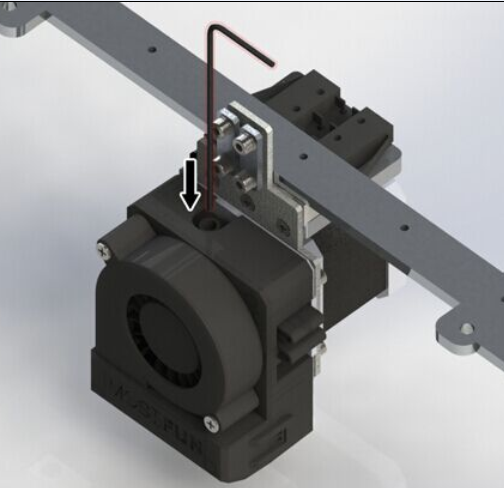
如果用户自行拆装过挤出机,很可能产生下图所示挤出机上限位开关忘装的情况,导致在打印过程中丝材被卡死而不能正常挤出,此时你可以拆下挤出机上的风扇,查看下图所示螺钉是否安装。
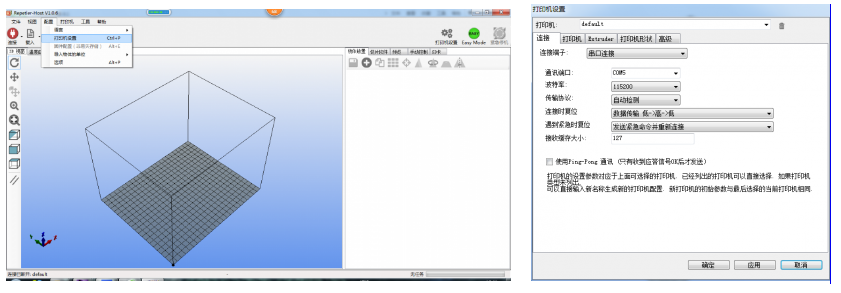
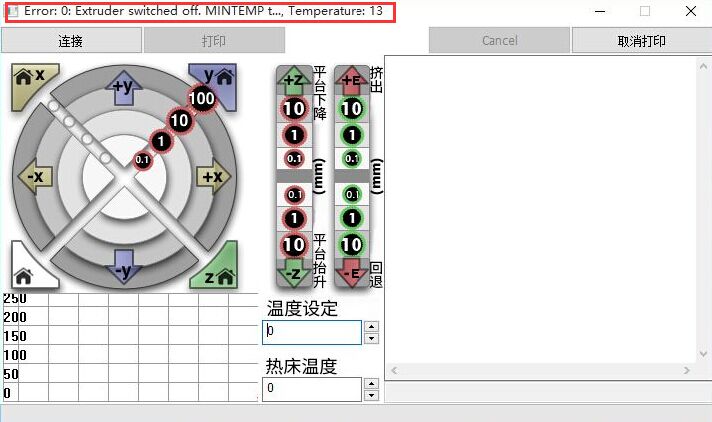
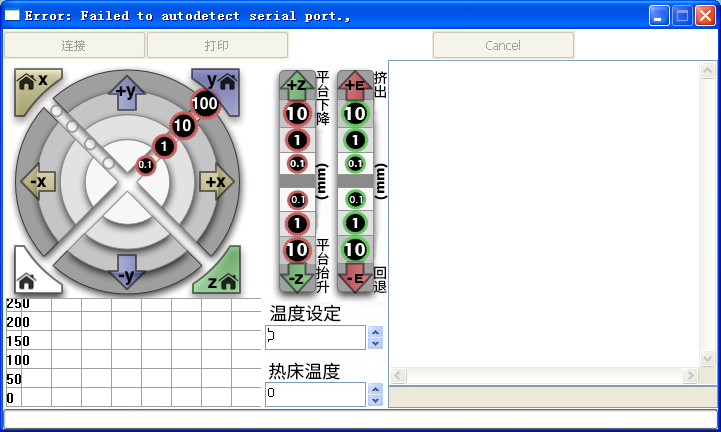
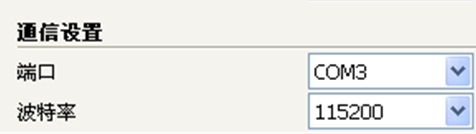
4、联机打印通信问题
如果您使用的计算机USB端口电流输出不稳,就会造成计算机与打印机之间产生通信异常,导致吐丝异常,建议您换一台计算机重新打印模型,或者尝试脱机打印。
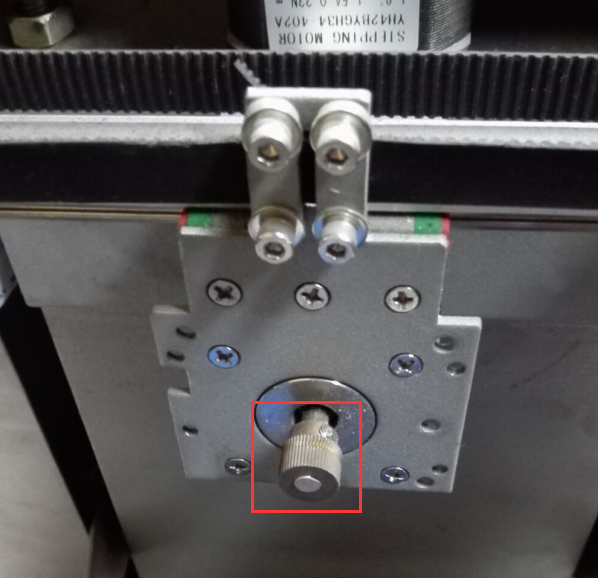
5、打印开始前,丝材没有装插到位
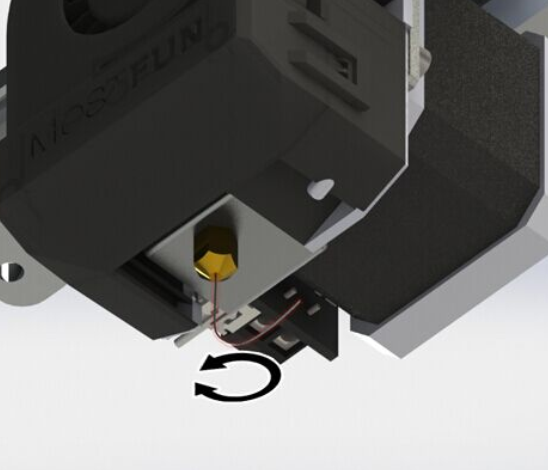
mostfun sail送丝原理:挤出机驱动电机输出轴末端的齿轮压紧丝材,然后转动,将已融化丝材的向下挤出;倘若用户装插丝材时,丝材没有到达挤出机驱动电机上的齿轮处,则在打印开始后,齿轮不能压住丝材向下挤出,造成喷头不吐丝,故装料时建议您直接手动将丝材从挤出机喷头中挤出(如下图所示),这样能够确保丝材装载到位(具体装料方法可参考《初次使用Sail如何装料》)。

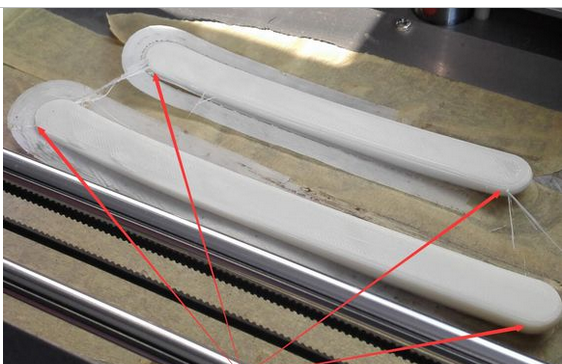
6、打印过程中耗材牵动阻力过大
如果在打印过程中丝材出现交织缠绕(如下图所示),那么牵动耗材的阻力就会过大,造成丝材和挤出机齿轮之间产生滑丝,出现喷头不出丝的现象,遇到此种情况,建议您换料或有专人看守。

为了避免此类情况的发生,建议您在耗材不用时,应该将其按照下图所示方式保存;

7、喷嘴离平台太近
通常挤出机喷头与玻璃板之间的间隙大概为一张A4纸的厚度,能够实现正常打印,如果喷嘴离平台太近(如下图所示),将导致没有足够的空间让塑料从挤出机中挤出,造成喷头吐丝困难,此时您可以向右旋转打印支撑平台下方的四颗螺钉(微调),增大挤出头与玻璃板之间的间隙(详细操作参考《mostfun Sail打印平台如何调平》)。

8、喷头堵头
如果喷头被杂质堵死就会造成此轮挤压耗材是发生打滑,耗材不能挤出,难以出料;该问题的解决方法可以参考《喷头堵塞》。
9、挤出机驱动电机上的齿轮磨损
mostfun sail挤出机的送丝原理是通过挤出机驱动电机输出轴末端的齿轮压紧丝材转动向下挤出,倘若电机输出轴上的此轮发生磨损,就会产生丝材不能正常挤出的问题,此种情况下经公司售后技术同意,您可以拆下挤出机查看齿轮是否磨损,如果磨损,请联系mostfun售后进行处理。

10、挤出机喉管里的导管被破坏
mostfun sail挤出机的送丝原理是通过挤出机驱动电机输出轴末端的齿轮压紧丝材转动向下挤出,挤出机挤出的流量是设定好的,如果挤出机喉管中的导管被破坏了,就可能导致挤出机的流量发生变化,打印的时候就会出现耗材挤出不均匀或者不挤出耗材,从而影响打印模型的质量。
出现挤出机导管被破坏的情况:可能是挤出机在出现堵头的时候,在处理堵头的时候容易出现这种情况。此种情况下经公司售后技术同意,您可以拆下挤出机查看,如果出现以上情况请联系mostfun售后处理。










 川公网安备51010702003433号
川公网安备51010702003433号