
登入mostfunPanel 进入STA模式,选择“设置”——“固件设置”
点击“检查更新”,检查当前版本是否为最新固件,确认需要更新后,点击“更新”
(注意:在STA模式中,mostfun Pro连接的局域网需要连接至互联网,这样才能下载服务器中最新的固件并安装更新。)
mostfun Pro挤出机散热风扇采用涡轮离心风扇,在使用一段时间后会有一定程度的灰尘阻塞,建议在每打印一段时间后,使用长毛刷清理风扇中的灰尘。清灰需要在断电状态下进行。
登入mostfunPanel 进入STA模式,选择“设置”——“固件设置”
点击“检查更新”,检查当前版本是否为最新固件,确认需要更新后,点击“更新”
(注意:在STA模式中,mostfun Pro连接的局域网需要连接至互联网,这样才能下载服务器中最新的固件并安装更新。)
将固件压缩文件放入U盘或者SD卡根目录(不解压),然后将U盘或者SD卡插入打印机,使用终端设备(PC,手机,平板电脑)连接至打印机控制页面(AP和STA模式均可),在URL地址栏手动输入“打印机IP/recovery”回车提交,(例如:192.168.1.13/recovery),打印机自动进入刷机模式,整个过程约10分钟,刷机完成后需重新启动打印机方可正常使用。
下载安装所需驱动程序
在intel官方网站下载Edison的USB驱动程序(IntelEdisonDriverSetup1.2.1.exe),双击运行,
按照提示进行安装,安装成功后能看到如下图所示提示
下载dfu-util工具
dfu-util.exe
libusb-1.0.dll
将dfu-util.exe 及 libusb-1.0.dll 文件放到电脑(32位系统)的C盘 C:\Windows\System32 目录下
系统是64位的请将文件复制到C:\Windows\SysWOW64目录
下载固件压缩包
toFlashpanel1.5.4.rar
解压压缩包所有文件,一般压缩包里文件夹名称为“toFlash”
打开文件夹,找到文件“flashall.bat”,如图所示:
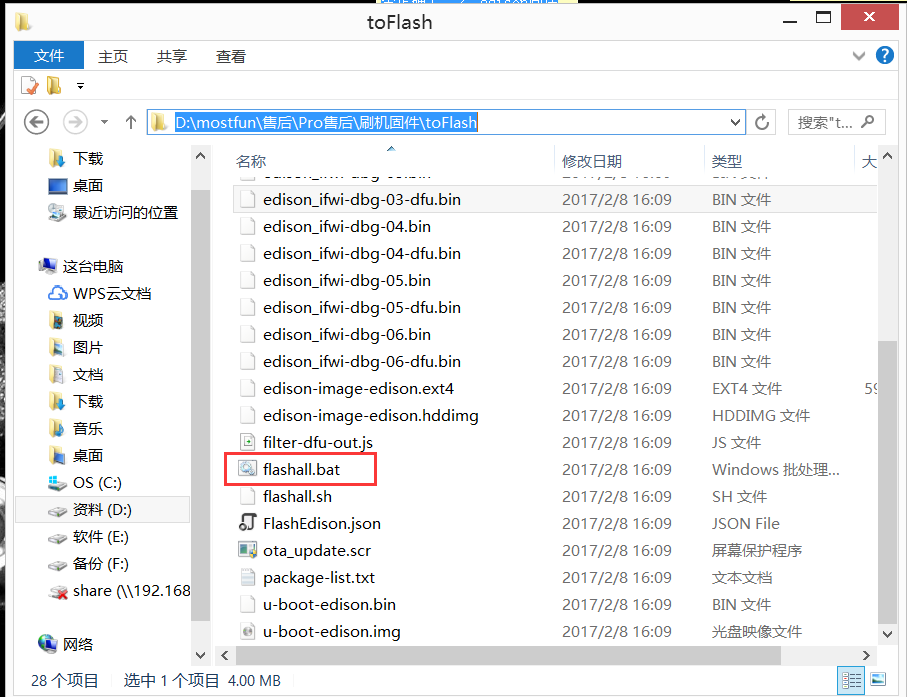
开始刷机
1、Edison保持关机状态,解压固件压缩包,双击flashall.bat批处理文件
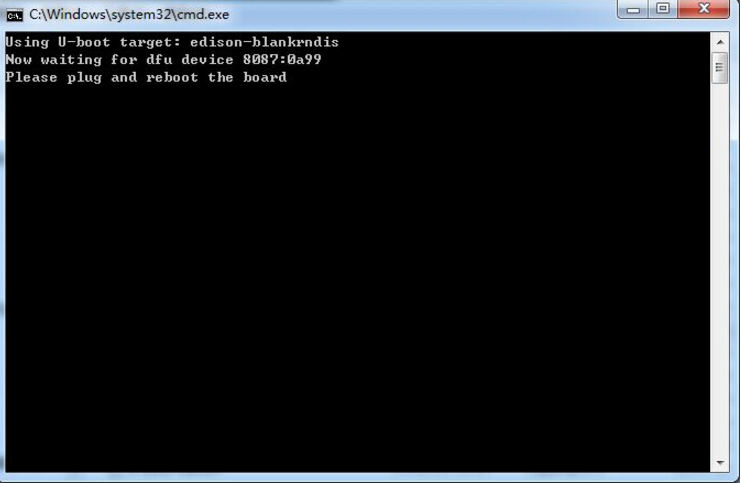
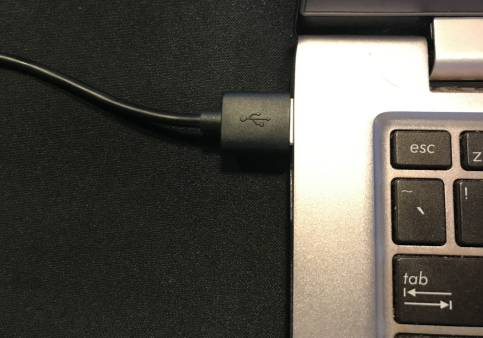
2、再用MicroUSB数据线将Edison底板与PC连接,此时Edison自动开机,窗口显示刷机进度。

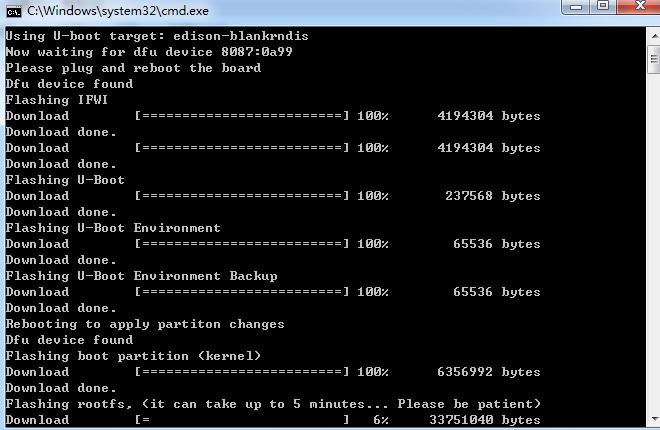
3、等待进度完成,窗口自动关闭后在等待约3分钟。

4、等待显示器出现如下操作界面,表示Edison刷机更新完成。重启一次机器后方可正常使用。
PLA长期暴露在空气中,会吸收水份导致其膨胀。受潮后的材料可能会使挤出机堵塞,同时其中的水份会在加热时沸腾,进而又导致挤出不均匀。
为避免这样的问题发生,我们建议,当材料长期不使用时,将其放置在干燥密闭的环境中保存,最好配备干燥剂与材料一同放置。
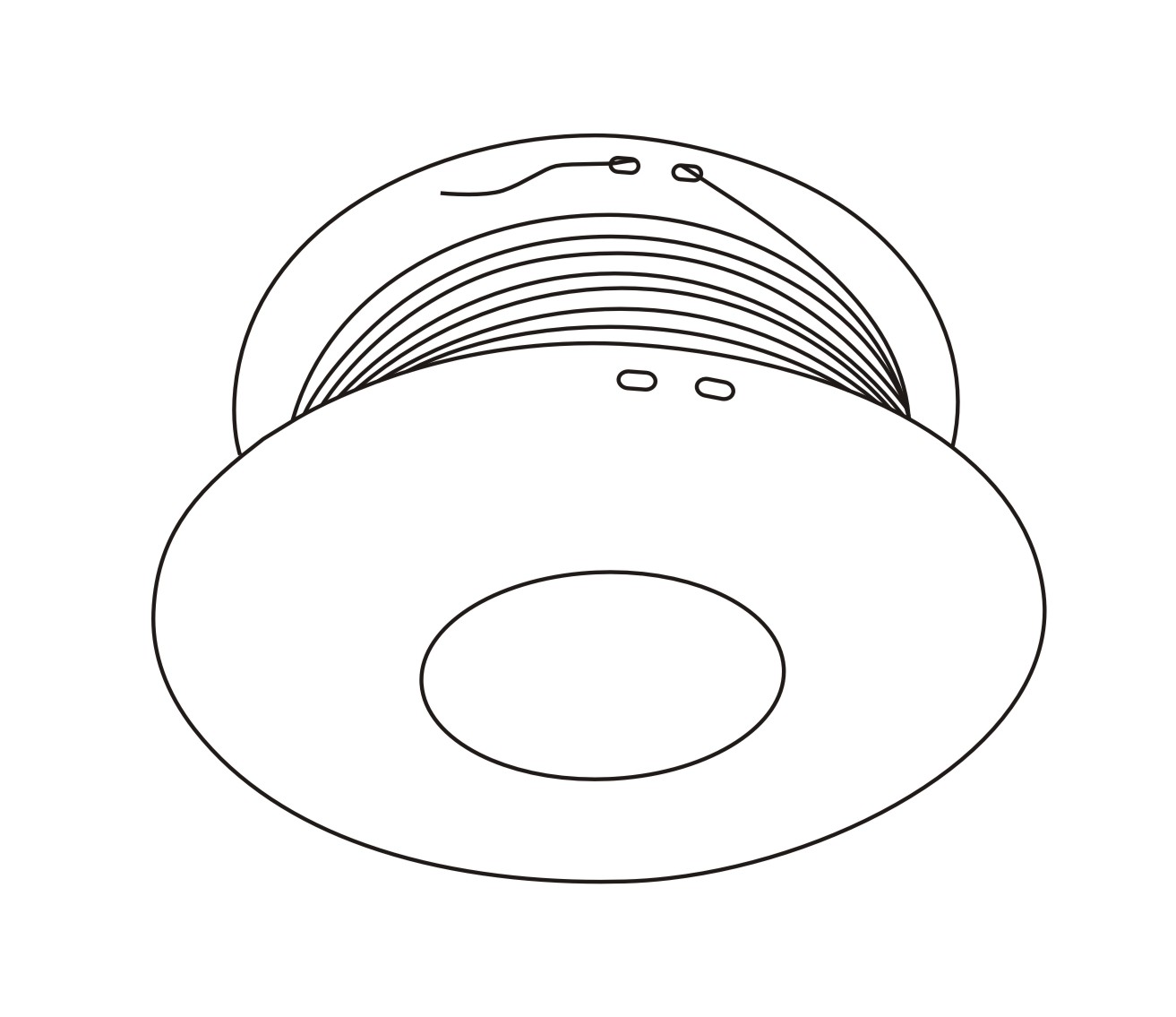
耗材保存时,应将耗材的线头插入料盘的固定孔中,以避免下次使用耗材时,因丝材缠绕打结,而破坏打印模型。
我们建议每打印100个小时,就应该给mostfun Pro的传动结构,润滑一次。可以选用mostfun官方推荐的润滑油/润滑脂,用于机械维护。
X、Y轴直线导轨加油:左右两根导轨及中间横梁上的导轨添加润滑脂,尽量加到导轨上部的两侧缝隙中(避免接触皮带),让滑块活动时能将润滑油带入导轨滑槽中。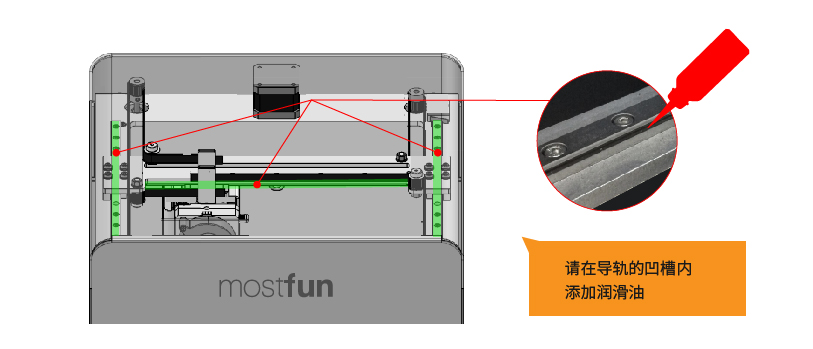
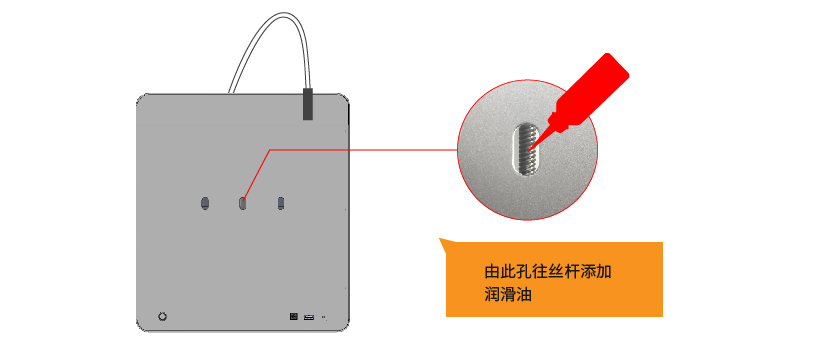
Z轴丝杆加油:打开机器背面的塞子,对机器丝杆进行加油润滑操作,使用控制平台上下运动一两次,让润滑脂粘在轴承或丝杆上即可。
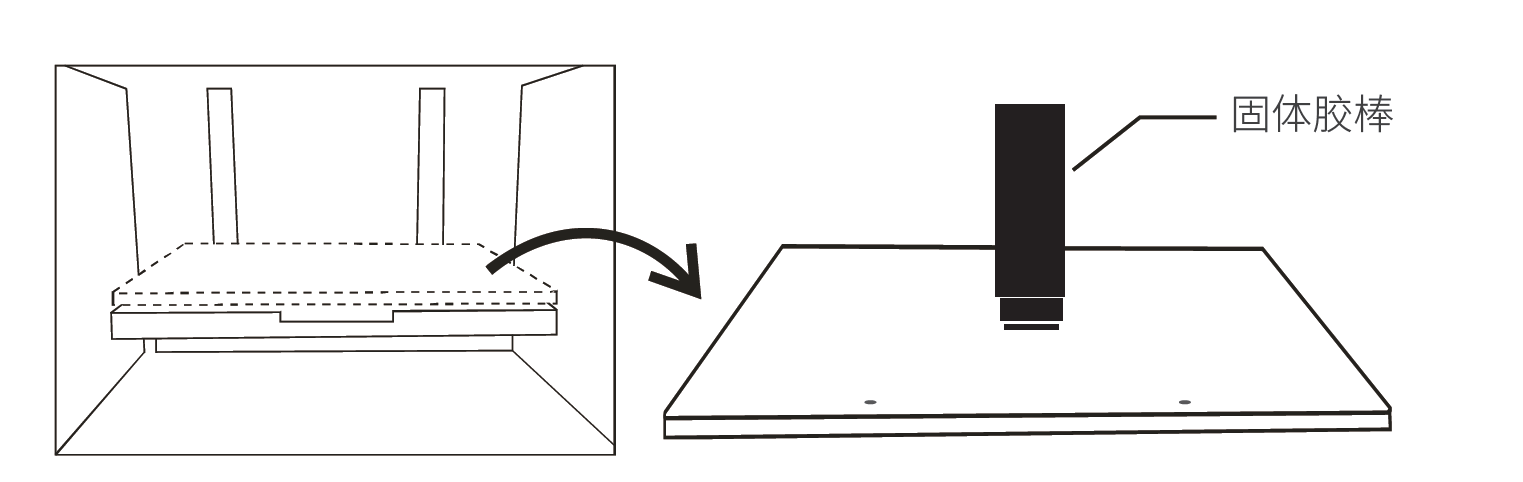
为了使模型更牢固的粘在打印平板上,mostfun推荐使用涂固体胶均匀的涂抹在平台表面,在涂胶过程中需要注意以下几个问题:
1、取出打印平板前,需要保证热床处在冷却状态。

2、涂胶时请将打印平板从机器上取出随后再进行涂胶,切勿直接在机器内部进行涂胶
3、涂胶面积应大于打印模型的底面
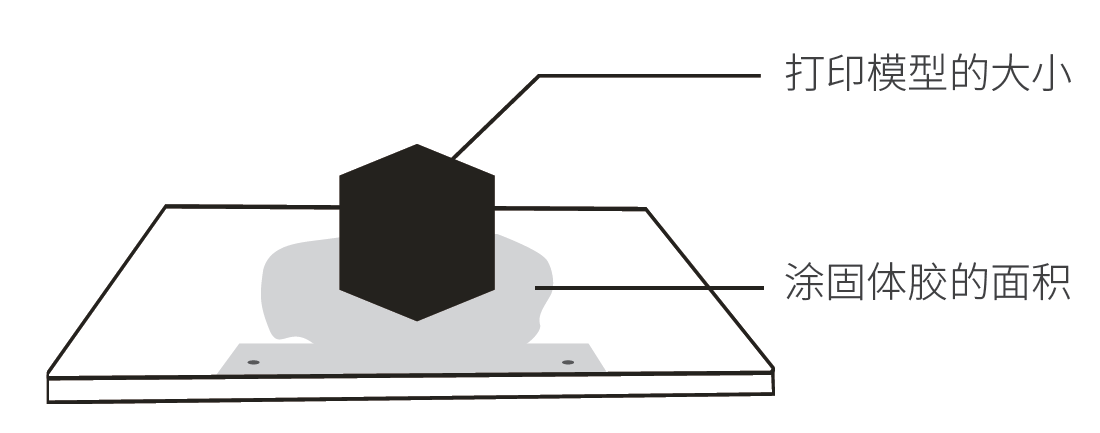
4、开始打印后,挤出机会先在打印平台两颗螺丝钉之间打印一段线条以挤出残余的材料。所以在打印之前需要在打印平板两颗螺钉之间涂抹一定的胶水。
5、打印平板涂胶与清洗
mostfun推荐的PVP胶棒具有较强粘性,这样可以保证模型的第一层被打印出来时不易脱落,在打印模型之前了解模型底面的最大面积,涂胶面积大于底面面积即可。
mostfun推荐的PVP胶棒具有水溶性,在长时间涂胶使用后,胶会不规则的附着在打印平板上,建议此时取下打印平板,并将平板上的校准开关取下,将平板用水进行清洗干净。
3D打印机需要持续地、稳定地挤出同样宽度的耗材,才可以打印出质量好且精细的模型。如果在打印同一个模型的不同部分时,挤出量会变化,就会影响到最终的打印成品的质量。当你近距离观察你的打印品时,就能判断出你的打印机是否有挤出不稳定的问题。
举个例子,如果打印机正在打印一条20mm长的直线,你发现挤出机挤出的直线凹凸不平或者一整条直线直径不一样,那么你就遇到了挤出不稳定的问题。我们总结了导致挤出不稳定的一些常见原因,并且提出了相应的解决方法。
第一步,你需要检查一下送入打印机的耗材。你必须得确保耗材架可以轻松的旋转,耗材能够很好地从耗材架上送入挤出机。如果材料被缠绕住了,或者耗材架很难旋转起来,这就会给挤出机和喷嘴施加等量的阻力。
如果耗材没有缠绕住并且可以很轻松地被送入挤出机,那么你该去检查一下喷嘴。很有可能喷嘴被一些废料给堵住了。检查喷嘴是否堵塞的一个很好的方法是,用pro 打印机的自带panel或者使用pro打印机的换料来测试挤出,看看耗材能否被稳定地挤出。如果你发现打印机是喷嘴阻塞的问题,那么你需要去清洁喷嘴。请咨询我们的售后人员,问问如何适当地清洗挤出机。
如果耗材可以轻松被送入,喷嘴也没被堵住,那么查看 C4M DEV 里的一些参数对你判断问题的原因是非常有帮助的。
举个例子,如果你尝试用一个特别低的层高来打印,比如说0.1mm,那么材料挤出喷嘴后只有很少的能够被容纳的空间。如果喷嘴和打印平面之间的间隙只有0.1mm,那么材料从喷嘴里挤出是非常困难的。你需要确认你设置了一个合适的层厚。你可以在 C4M DEV 里点击“设置(Settings)”查看层厚(Layer)选项 ,如果你的层高设置得太低,试试增加它的值,看看这个问题是否还是存在。
线料质量差也有可能引发不稳定的挤出。有的低质量耗材也许含有一些会影响线料稳定基础的添加剂,有的则会出现耗材直径不一样的情况,这些情况都会导致耗材不稳定挤出。而且,很多塑料耗材质量都会随着时间的流逝而降低。
举个例子,PLA会从空气中吸收水分,过了一段时间,这个耗材的质量就会降低。这也是很多耗材的包装里面都有干燥剂的原因。如果你认为你的耗材有质量问题,试着用刚拆封的新耗材,或者换质量高的耗材来进行打印。
如果以上的解决方案你都尝试过了,但是还是有挤出不稳定的问题,那么你得去看看是不是你的挤出机发生了一些机械故障。
比如说,pro的挤出机使用的是锯齿的驱动齿轮来送料,这允许挤出机能够自如地控制线料来回运动。一般来说,对于挤出机的驱动齿轮以多大的力压住线料,都是可以调整参数来控制的。如果设置得太松,驱动齿轮没有把线料压得很紧,那么挤出机就不能非常精确的控制线料的位置。
 川公网安备51010702003433号
川公网安备51010702003433号